
Hotmelt Technology
/
ADHESIVES / SEALANTS
balti has a suitable solution for practically all hotmelt adhesives and sealants and their applications. An overview of typical hotmelt types and containers as well as used parameters and terminology can be found in this section.
- Hotmelt adhesive non-reactive
- Hotmelt adhesive reactive
- Hotmelt sealants
- Other material with thermoplastic behaviour
- Hotmelt filled with abrasive material
- 2K Hotmelt / Mixing / Colouring / Foaming
- Package / Adhesive form
- Parameters / Terminology
balti has a suitable solution for practically all hotmelt adhesives and sealants and their applications. An overview of typical hotmelt types and containers as well as used parameters and terminology can be found in this section.
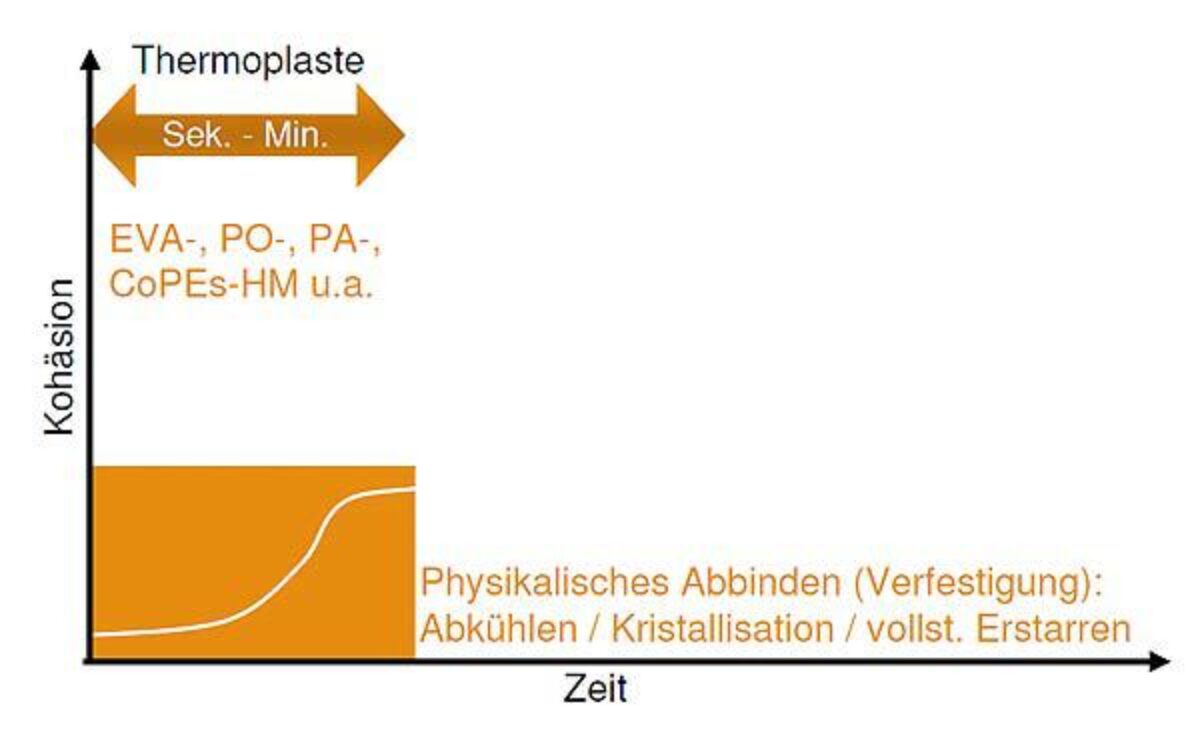
Non-reactive adhesive or simply called hotmelt or standard hotmelt, always remains a thermoplastic, i.e. it can be made soft and flowable by adding heat. On the other hand, it has practically reached its final strength when solidified. As a pure thermoplastic, it can theoretically be melted and solidified x times. But since it is also a plastic, it can be damaged by prolonged exposure to heat or have a hydroscopic behaviour. The latter means that if too much moisture is absorbed before melting, a problem can arise during processing. Certain adhesives (e.g. polyamides) also tend to "oxidize" when melted. However, non-reactive hotmelt is generally "good-natured" and relatively easy to melt and convey. Non-reactive adhesives are supplied in granulate form as bulk material, in "cushions" or as a block in a cardboard box (pressure-sensitive adhesive) or, for large quantities, usually in cardboard drums (disposable).
►Extruder ►Drum melter ►Tank melter
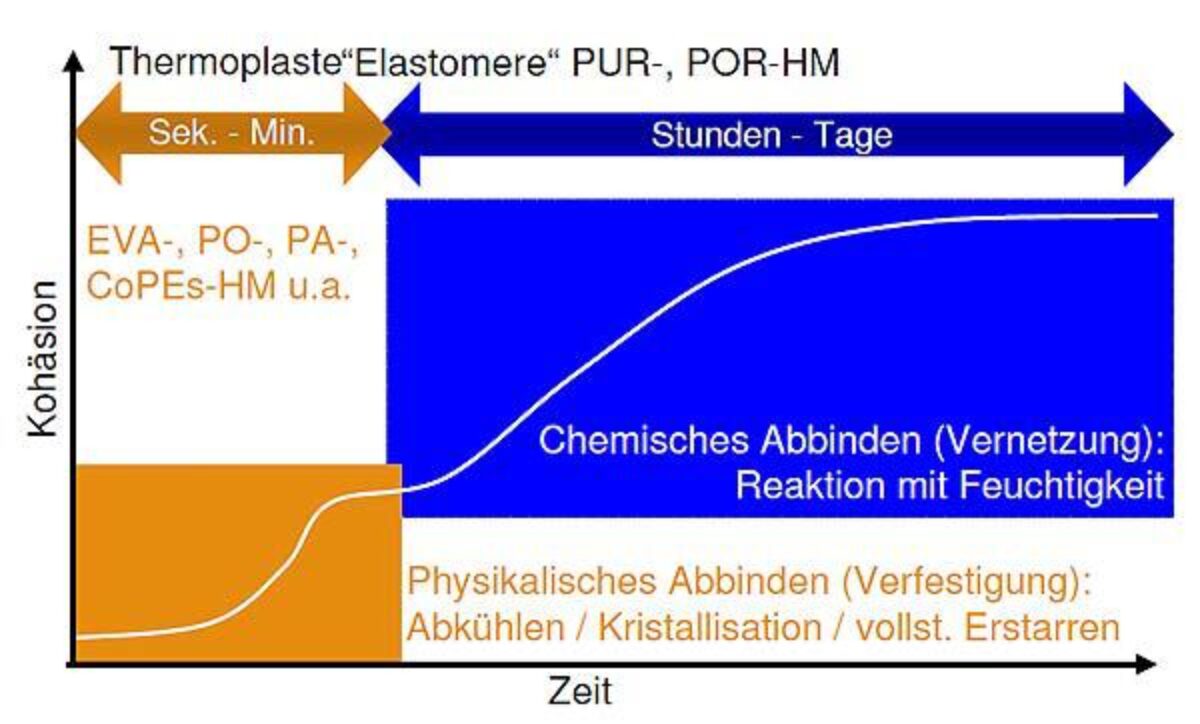
Reactive adhesive changes chemically to elastomer/thermoset. This means that it can no longer be made flowable after complete setting with heat. Similar to a 2-component adhesive, the process is irreversible, but the second component in the form of moisture usually comes from the ambient air. With usually lower melting and application temperatures, higher strengths and application temperatures are achieved. An ideal combination and therefore widely used in automotive interior applications and more and more in other industrial applications. The behaviour of these adhesives is generally "less good-natured" and somewhat more difficult to process than the non-reactive adhesive. Equipment must be hermetically sealed to ensure that the adhesive never comes into contact with the ambient air, which always has a certain residual moisture content, before application. Most of these adhesives are also more sensitive to thermal or mechanical influences. balti is one of the pioneers and leading manufacturers in this field with its specially designed equipment technology.
►Bag melter ►Drum melter ►Cartridge melter
Mostly rubber-like sealants (butyls) with a thermoplastic behaviour are also made soft and flowable with the addition of heat. Although usually more viscous than hotmelt adhesives, i.e. higher viscosity, a similar system technology is used as for the hotmelt adhesives. However, the required forces and pressures are often much higher, which is why the systems are correspondingly more robust.
Also in this field balti has a lot of experience and is among the leading companies worldwide. For example, balti is clearly the no. 1 in photovoltaics when it comes to the precise application of extremely high viscosity and special butyls with variable and partly high flow rates on glass.


In addition to the traditional applications, adhesives and sealants, there are countless other media that also need to be heated or melted for further processing. All these materials can be processed by balti equipment. Even if adjustments to the equipment have to be made. balti is glad to support such applications and to provide appropriate equipment. So many applications in the field of fibre optic cable production (filling with jelly), protective wax coatings, support bandages etc. have already been realised with balti technology.
Challenge us with your application!

The range of application of hotmelt is becoming ever wider and this must increasingly have very special properties. For example, good thermal conductivity, volume filling, abrasion resistance, etc. This can only be achieved to a limited extent with the chemical composition of the adhesive and sealant. For this reason, additional fillers are added to the hotmelt, which then requires an adapted system technology. Special fillers with their particle size and shape and especially with their hardness are very difficult to handle, especially for pump and dosing parts, and could wear them out in a very short time. balti has acquired a great variety of knowledge, techniques and measures over the years and can offer a solution for practically everything. Not even corundum (only diamond is harder) can stop us.
Important: the filler must be known to us in detail (size, shape, hardness)!
Does your hotmelt consist of two or more components which have to be mixed shortly before application? Or is the adhesive visible on the product, is the colour wrong and the adhesive manufacturer cannot deliver in the desired colour?
No problem: balti has 2K (or more components) technology under control and was probably the first company to develop an innovative hotmelt mixing technology.

The type of adhesive, the delivery form offered by the manufacturer, the required quantity as well as your application environment determine the type and form of the adhesive in solid form, its packaging and finally the type of hotmelt plant. Mostly standardized forms and containers are used:
Granules with different shapes and surface properties filled as bulk material in bags, sacks, boxes, barrels etc. "cushions" or similar shapes, partly individually packed in non-sticky, melting films.
Blocks and sheets (1, 2, 4, 8, 12 kg) in single and multiple boxes; some also packed in melting films.
Cartridges made of aluminium or plastic (310 ml; OD=47mm) bags / candles (ø130, ø150 and ø280 mm or 2, 2.5 and 17-20 kg) often delivered protected in cardboard cylinders, cans or metal drums.
Barrels 20 litres (hobbock) and 200 litres made of sheet metal or cardboard, reactive hotmelt often additionally sealed with "in-liner" / bag.


The following parameters are important for the design of a hotmelt plant. It is therefore important to obtain as detailed information as possible about the materials and the production environment:
- Density
- Viscosity
- Softening range / softening point / melting point
- Open time
- Curing time
- Melt quantity
- Flow rate
- Dosing capacity / accuracy
- Order type
- Order time
- Cycle time