
Hotmelt Technology
/
MELTING TECHNIQUES
balti offers the optimum melting technology for every adhesive and sealant, whether it is melting granulate, blocks and sheets in a tank or melting from a specific container. The container-specific melting technologies, such as bag, drum and cartridge melting, work with a particularly gentle melting process. In these cases, only as much adhesive or sealant is melted as is required for the application. The larger the surface on which the adhesive melts, the more energy can be transferred. Since the adhesive as a plastic material has more of an insulating effect, the heat does not really want to penetrate the adhesive. The amount of heat required varies depending on the type of adhesive and is also not linear over the entire temperature range. With greater pressure on the material to be melted and correspondingly faster flow via the pump output/the melting performance can be strongly influenced.
- Depending on the required melt quantity, balti provides the appropriate system size with the correspondingly designed melting plate.
- always according to the motto: always only melt and thermally load as much as necessary
- further applies: Flow technically as perfect as possible "first melted - first applied"
- Bag Melting Technology PUME-principle
- Drum Melting Technology
- Tank Melting Technology
- Extruder Technology
- Customized or Application-Specific Hotmelt System
balti offers the optimum melting technology for every adhesive and sealant, whether it is melting granulate, blocks and sheets in a tank or melting from a specific container. The container-specific melting technologies, such as bag, drum and cartridge melting, work with a particularly gentle melting process. In these cases, only as much adhesive or sealant is melted as is required for the application. The larger the surface on which the adhesive melts, the more energy can be transferred. Since the adhesive as a plastic material has more of an insulating effect, the heat does not really want to penetrate the adhesive. The amount of heat required varies depending on the type of adhesive and is also not linear over the entire temperature range. With greater pressure on the material to be melted and correspondingly faster flow via the pump output/the melting performance can be strongly influenced.
- Depending on the required melt quantity, balti provides the appropriate system size with the correspondingly designed melting plate.
- always according to the motto: always only melt and thermally load as much as necessary
- further applies: Flow technically as perfect as possible "first melted - first applied"
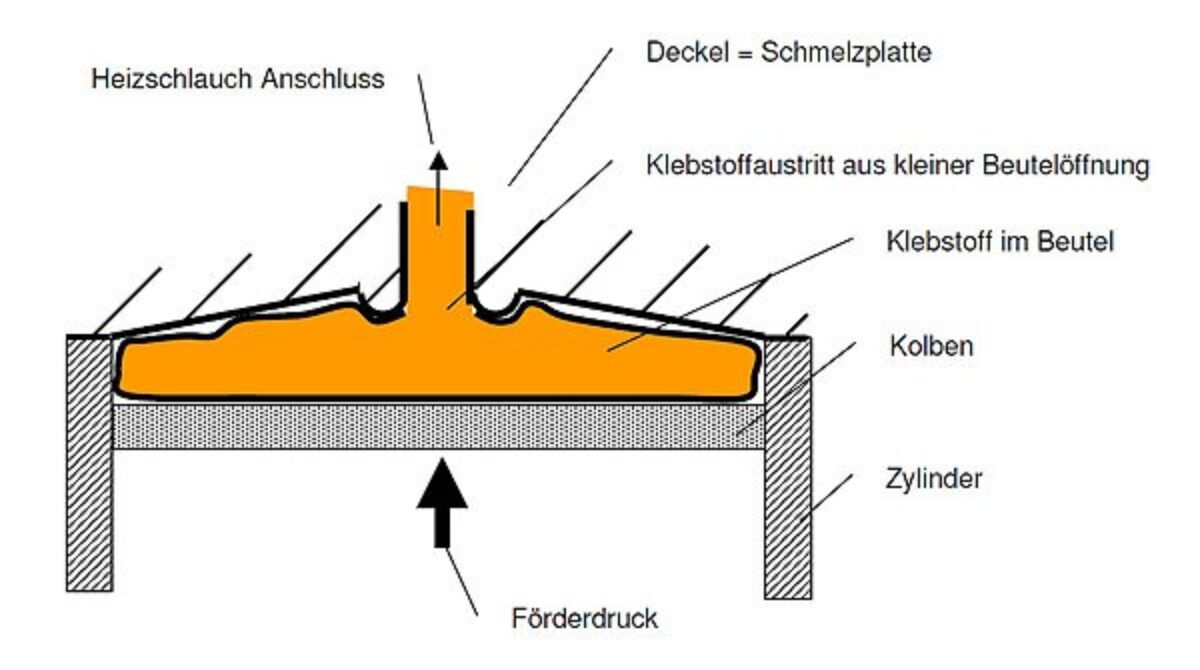
balti bag melting technology works with a particularly gentle melting and conveying process to process the moisture, thermal and mechanical sensitive, reactive adhesives PUR, POR, PUR. In order to achieve the best application and bonding results, the adhesive should not be damaged in the system, which is a challenge in a production environment with more or less adhesive consumption. The bag melting technology developed and patented by balti, parallel to the bag invention together with adhesive manufacturers many years ago, is still unrivalled today. The adhesive remains in the bag, the system is hermetically sealed, adhesive is pressed directly out of the bag into the heating hose at the lowest possible temperatures and is gradually brought to application temperature as required. - best adhesive quality and thus bonded customer parts, even over a longer period of time - lowest effort for cleaning and maintenance (time and material).
Learn about the extraordinary and unrivalled balti PUME technology!

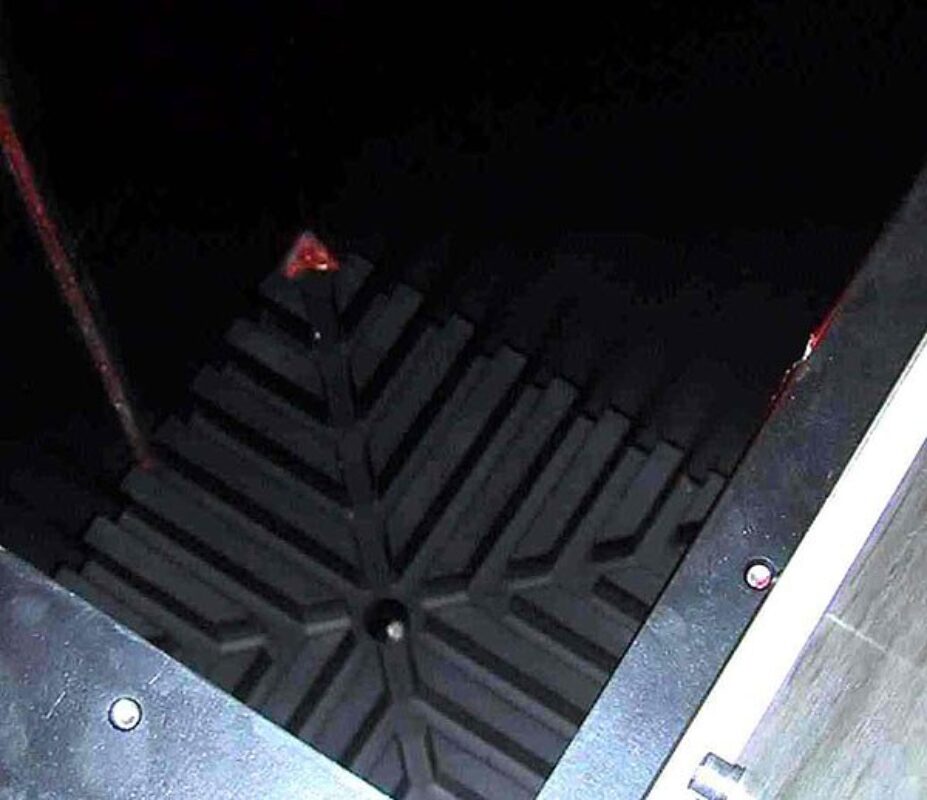
Even though bag melters are increasingly being used for reactive hot melt up to 20 kg containers, there are many applications where the drum melter is the only possible solution to melt and convey the adhesive/sealant. Also hermetically sealed and designed according to the melt-on-demand principle, a melting plate is pressed against the hotmelt (balti standard with up to 3 bar, or optionally up to 6 bar - unique!) This is melted and flows under pressure to the inlet of the centrically arranged pump. Depending on the hotmelt type, flat or more or less structured plates are used. Gear, worm and piston pumps of different sizes with up to 5 kg/min are used for conveying. conveying capacity are used.
- comprehensive range of modules and functional solutions for practically every challenge with countless options
- unrivalled performance spectrum in terms of minimum temperature load, maximum conveying capacity and processing possibilities
- from almost water to practically non-flowing media
- unfilled to highly abrasive hotmelt
- from standard to fully automatic, customer-specific systems


For tank melters, the name says it all: in a more or less large tank, shaped, designed and optimized for a certain application (type of adhesive, amount of melt), the hot melt is added and melted. The melting process takes place here without pressure. Gravity alone causes the melt to melt at the bottom of the tank, usually with a certain ribbed structure in order to obtain the largest possible surface for heat transfer, and possibly walls. The liquid adhesive from the forming "lake" then flows towards the piston or gear pump inlet, from where it is usually conveyed through a heating hose. Refilling can take place during operation, unless the unit has been designed as a pressure vessel to convey the adhesive by the simplest method.
- the simplest and cheapest way to melt and convey "self-flowing" hotmelt
- suitable for non-reactive hotmelt, as no "first-in / first-out". Also with optional dry air, not recommended.
- Various standard sizes (2, 4.5, 15, 30 and 90 litre tank volumes) with customer-specific adaptations for e.g. highest melting capacities, highest conveying capacities as well as form, colour, function and operation.

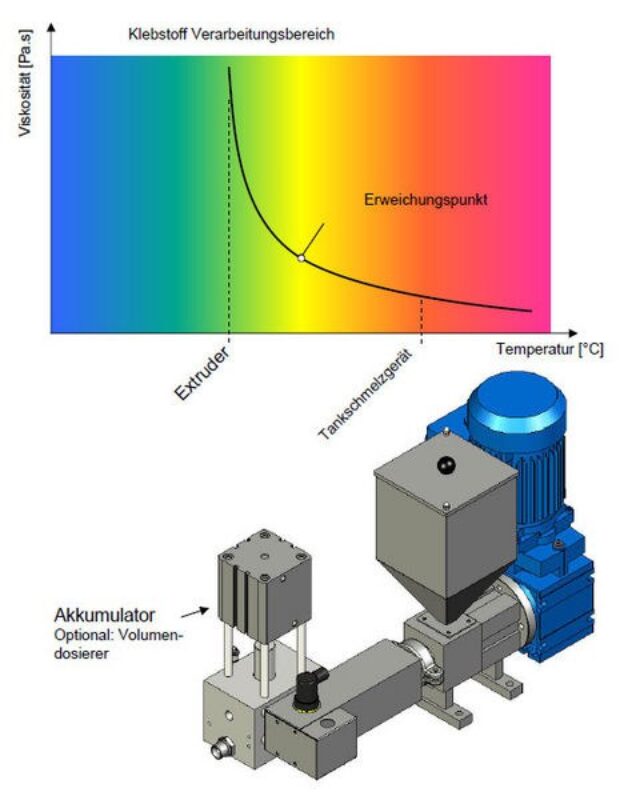
The extruder melting technology for standard or non-reactive hotmelt in granule-like form melts the adhesive as required and gently. The granulate trickles from the tank into the extruder screw, which is cold at the beginning, and is continuously conveyed, compacted and heated. At the end of the screw, the hotmelt is in a plastic/liquid and air-free state and is conveyed directly into a heating hose by the resulting pressure. Usually a storage/volume dosing device is interposed in order to apply or even inject the adhesive with the required accuracy and pressure. For the sensitive PA hotmelt, which is often used for low-pressure hotmelt casting, the extruder is the bigger investment, but it pays for itself in a very short time, because of the best quality, practically no cleaning effort, quick changeover etc.
balti also has a range of extruders in its program (1, 4, 16, 60, 120 kg/h) for the best process for hotmelt in granulate form.
Please contact us if you have a special material that cannot be processed with a standard melting and conveying system. We will gladly examine your special application.