
Hotmelt Technologie
/
Schmelztechniken
balti bietet für jeden Kleb- und Dichtstoff die optimale Schmelztechnologie, sei es Schmelzen von Granulat, Blöcken und Tafeln im Tank oder Schmelzen aus einem bestimmten Gebinde heraus. Die gebindespezifischen Schmelztechnologien wie die Beutel-, Fass- und Kartuschen-Schmelztechnik arbeiten mit einem besonders schonendem Schmelzverfahren. Es wird in diesen Fällen nur so viel Kleb- oder Dichtstoff aufgeschmolzen wie gerade zur Applikation benötigt wird. Je grösser die Oberfläche, an welcher der Klebstoff aufschmilzt, desto mehr Energie kann übertragen werden. Da der Klebstoff als Kunststoff eher eine isolierende Wirkung hat, will die Wärme nicht so richtig in den Klebstoff eindringen. Die benötigte Wärmemenge ist je nach Klebstofftyp unterschiedlich und ist auch nicht linear über den gesamten Temperaturbereich. Mit grösserem Druck auf das zu schmelzende Gut und entsprechend schnellerem Abfliessen über den Pumpenausgang/kann die Schmelzleistung stark beeinflusst werden.
- je nach benötigter Schmelzmenge stellt balti die entsprechende Anlagengrösse mit entsprechend ausgelegter Schmelzplatte zur Verfügung.
- immer nach dem Motto: immer nur so viel schmelzen und thermisch belasten wie nötig
- weiter gilt: Flusstechnisch so perfekt wie möglich "zuerst geschmolzen - zuerst appliziert"
- Beutelschmelztechnik PUME-Prinzip
- Fassschmelztechnik
- Tankschmelztechnik
- Extrudertechnik
- Kunden- / Anwendungsspezifische Hotmelt Anlage
balti bietet für jeden Kleb- und Dichtstoff die optimale Schmelztechnologie, sei es Schmelzen von Granulat, Blöcken und Tafeln im Tank oder Schmelzen aus einem bestimmten Gebinde heraus. Die gebindespezifischen Schmelztechnologien wie die Beutel-, Fass- und Kartuschen-Schmelztechnik arbeiten mit einem besonders schonendem Schmelzverfahren. Es wird in diesen Fällen nur so viel Kleb- oder Dichtstoff aufgeschmolzen wie gerade zur Applikation benötigt wird. Je grösser die Oberfläche, an welcher der Klebstoff aufschmilzt, desto mehr Energie kann übertragen werden. Da der Klebstoff als Kunststoff eher eine isolierende Wirkung hat, will die Wärme nicht so richtig in den Klebstoff eindringen. Die benötigte Wärmemenge ist je nach Klebstofftyp unterschiedlich und ist auch nicht linear über den gesamten Temperaturbereich. Mit grösserem Druck auf das zu schmelzende Gut und entsprechend schnellerem Abfliessen über den Pumpenausgang/kann die Schmelzleistung stark beeinflusst werden.
- je nach benötigter Schmelzmenge stellt balti die entsprechende Anlagengrösse mit entsprechend ausgelegter Schmelzplatte zur Verfügung.
- immer nach dem Motto: immer nur so viel schmelzen und thermisch belasten wie nötig
- weiter gilt: Flusstechnisch so perfekt wie möglich "zuerst geschmolzen - zuerst appliziert"
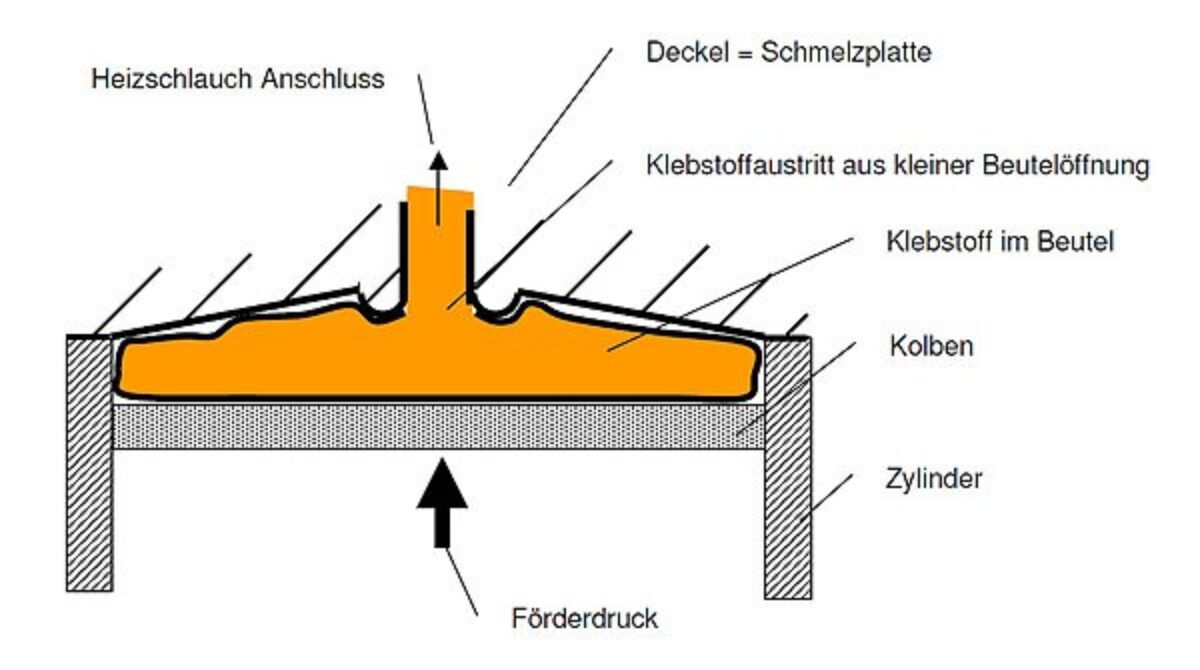
Die balti Beutelschmelztechnik arbeitet mit einem besonders schonendem Schmelz- und Förderverfahren um die feuchte-, thermisch- und mechanisch-empfindlichen, reaktiven Klebstoffe PUR, POR, PUR zu verarbeiten. Um beste Applikations- und Klebeergebnisse zu erhalten, soll der Klebstoff in der Anlage keinen Schaden nehmen, was in einem Produktionsumfeld mit mehr oder weniger Klebstoffverbrauch eine Herausforderung ist. Die von balti, parallel zur Beutelerfindung zusammen mit Klebstoff Herstellern, vor vielen Jahren entwickelte und patentierte Beutelschmelztechnik ist auch heute noch unerreicht. Der Klebstoff bleibt im Beutel, das System ist hermetisch dicht, Klebstoff wird bei tiefstmöglichen Temperaturen direkt aus dem Beutel in den Heizschlauch gedrückt und stufenweise, bedarfsgerecht auf Applikationstemperatur gebracht. - beste Klebstoffqualität und somit geklebte Kundenteile, auch über längere Zeit - geringster Aufwand für Reinigung und Wartung (Zeit und Material).
Informieren Sie sich über die ausserordentliche und unerreichte balti PUME-Technologie!

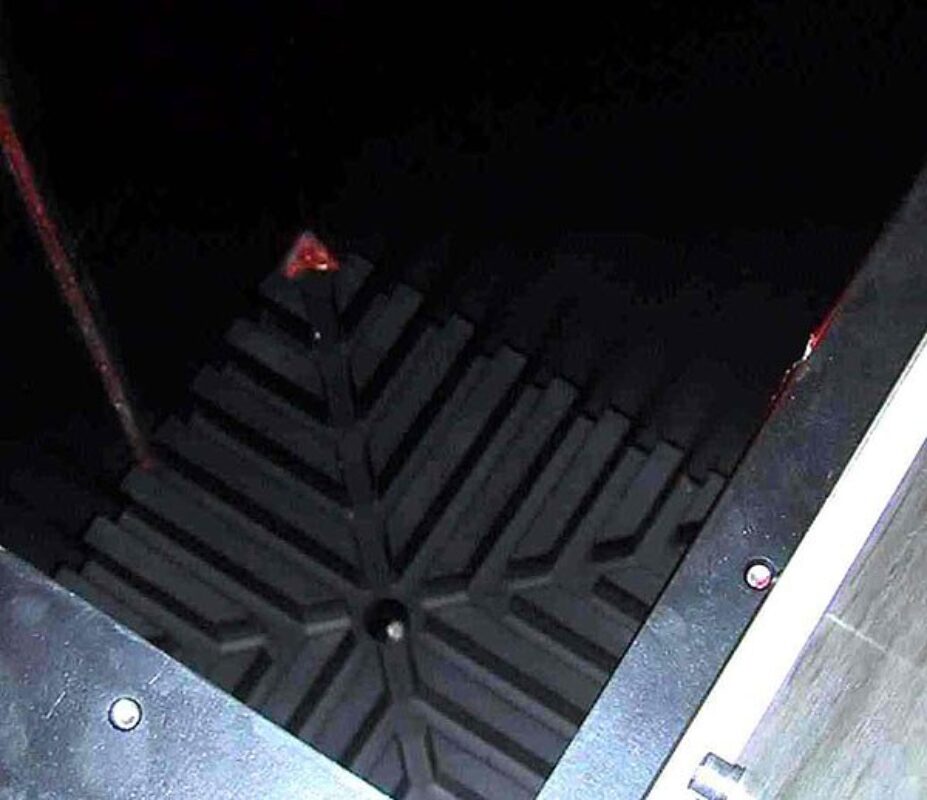
Auch wenn für reaktive Hotmelt bis 20 kg Gebinde vermehrt Beutelschmelzanlagen eingesetzt werden, so gibt es viele Applikationen, wo die Fassschmelzanlage die einzig mögliche Lösung ist, um den Kleb-/Dichtstoff zu schmelzen und fördern. Ebenfalls hermetisch dicht und nach dem melt-on-demand Prinzip gestaltet, wird eine Schmelzplatte gegen den Hotmelt gedrückt (bei balti Standard mit bis zu 3 bar, bzw. optional bis 6 bar - einzigartig!). Dieser wird geschmolzen und fliesst unter Druck zum Eingang der zentrisch angeordneten Pumpe. Je nach Hotmelt Typ, werden flache oder mehr oder weniger strukturierte Platten benutzt. Zur Förderung werden Zahnrad-, Schnecken- und Kolbenpumpen unterschiedlicher Grössen mit bis zu 5 kg/min. Förderleistung eingesetzt.
- umfassendes Programm von Modulen und Funktionslösungen für praktisch jede Herausforderung mit unzähligen Optionen
- unerreichtes Leistungspektrum in Bezug auf minimale Temperaturbelastung, grösste Förderleistung und Verarbeitungsmöglichkeiten
- von fast Wasser bis zu praktisch nicht mehr fliessenden Medien
- nicht gefüllte bis hoch-abrasive Hotmelt
- von Standard bis vollautomatischen, kundenspezifischen Anlagen


Bei Tankschmelzgeräten sagt der Name schon, dass in einem mehr oder weniger grossen Tank, geformt, ausgelegt und optimiert für eine gewisse Applikation (Klebstoff Typ, Schmelzmenge), das Hotmelt hineingegeben und geschmolzen wird. Der Schmelzvorgang geschieht hier ohne Druck. Allein die Schwerkraft lässt des Schmelzgut am Tankboden, meist mit gewisser Rippenstruktur um eine möglichst grosse Oberfläche für die Wärmeübertragung zu erhalten, und ev. Wänden schmelzen. Der flüssige Klebstoff aus dem sich bildenden "See" fliesst dann dem Kolben- oder Zahnradpumpeneingang entgegen, von wo es meist durch einen Heizschlauch gefördert wird. Das Nachfüllen kann während dem Betrieb stattfinden, ausser das Gerät wurde als Druckbehälter ausgelegt, um den Klebstoff auf einfachste Methode zu fördern.
- die einfachste und günstigste Variante um "selbst-fliessendes" Hotmelt zu schmelzen und fördern
- für nicht-reaktive Hotmelt geeignet, da kein "first-in / first-out". Auch mit optionaler Trockenluft, nicht empfohlen.
- verschiedenste Standardgrössen (2, 4.5, 15, 30 und 90 Liter Tankvolumen) mit kundenspezifischen Anpassungen für z.B. grösste Schmelzleistungen, höchste Förderleistungen sowie Form, Farbe, Funktion und Bedienung

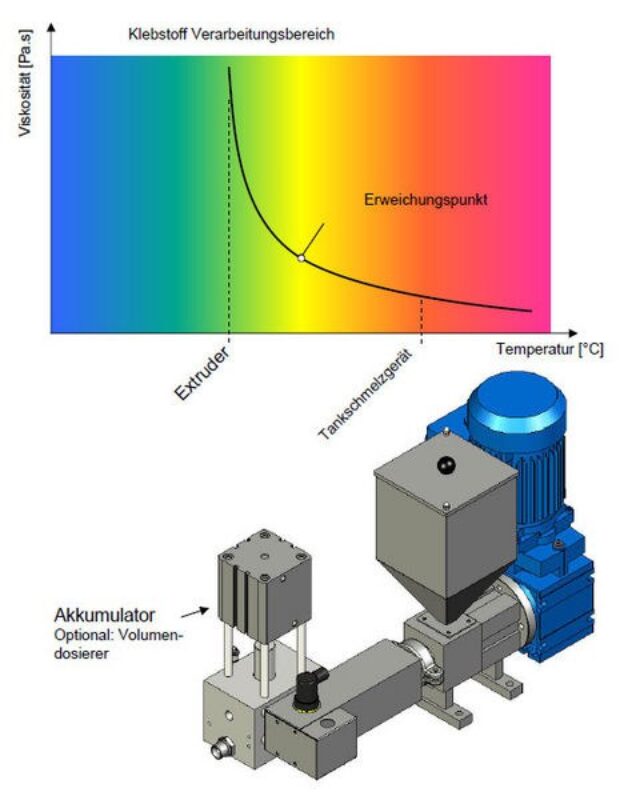
Die Extruderschmelztechnik für Standard bzw. nicht-reaktive Hotmelt in granulatähnlicher Form schmilzt den Klebstoff bedarfsgerecht und schonend auf. Das Granulat rieselt vom Tank in die am Anfang kalte Extruderschnecke und wird kontinuierlich gefördert, verdichtet und erwärmt. Am Ende der Schnecke ist der Hotmelt in plastisch/flüssigem und luftfreiem Zustand und wird durch den sich bilden Druck direkt in einen Heizschlauch gefördert. Meist wird ein Speicher/Volumendosierer dazwischengeschaltet um den Klebstoff mit geforderter Genauigkeit und Druck zu applizieren oder gar einzuspritzen. Für die empfindlichen PA Hotmelt, welche vielfach für den Hotmelt Niederdruckverguss verwendet werden, ist der Extruder die zwar grössere Investition, aber diese zahlt sich in kürzester Zeit aus, da beste Qualität, praktisch kein Reinigungsaufwand, schnelles Umstellen usw.
balti hat auch hier eine Palette von Extrudern im Programm (1, 4, 16, 60, 120 kg/h) für das beste Verfahren für Hotmelt in Granulatform.
Bitte kontaktieren Sie uns, falls Sie ein spezielles Material haben, das nicht mit einer Standard Schmelz- und Förderanlage verarbeitet werden kann. Gerne prüfen wir Ihre spezielle Anwendung.