
Hotmelt Technology
/
PROCEDURES / APPLICATIONS
The adhesives and sealants in the hotmelt sector are supplied in a wide variety of forms and packaging, depending on the type and application quantity. balti systems melt, convey, dose and apply the material as a loose product (granulate, blocks) or directly from the packaging (drum, bag). Once liquid, it is applied with pressure, usually supported by a pump, via a hose, possibly with intermediate storage, by means of an application head / nozzle to the desired location.
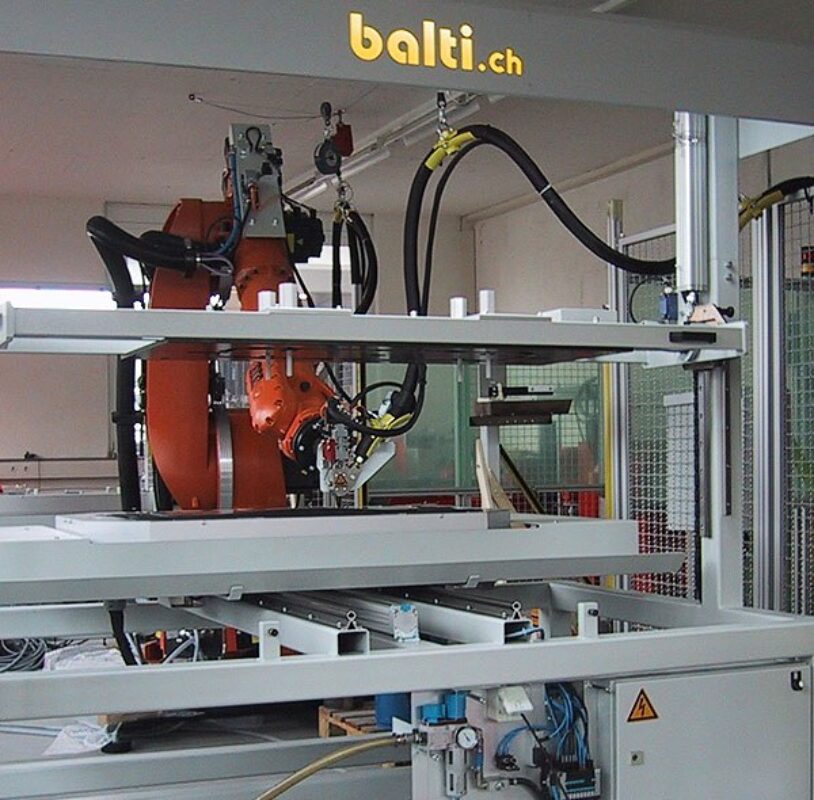
As soon as applied, hotmelt must be joined, laminated and concealed, if possible immediately or after a later remelting process, usually under the effect of force/pressure. As a system supplier balti offers application equipment and complete systems.
- Melting
- Conveying
- Reservoir
- Dosing
- Application in general
- Coating
- Joining / Pressing
- Laminating
- Edgefolding
- Overmoulding / Injecting
- Mixing
The adhesives and sealants in the hotmelt sector are supplied in a wide variety of forms and packaging, depending on the type and application quantity. balti systems melt, convey, dose and apply the material as a loose product (granulate, blocks) or directly from the packaging (drum, bag). Once liquid, it is applied with pressure, usually supported by a pump, via a hose, possibly with intermediate storage, by means of an application head / nozzle to the desired location.
As soon as applied, hotmelt must be joined, laminated and concealed, if possible immediately or after a later remelting process, usually under the effect of force/pressure. As a system supplier balti offers application equipment and complete systems.
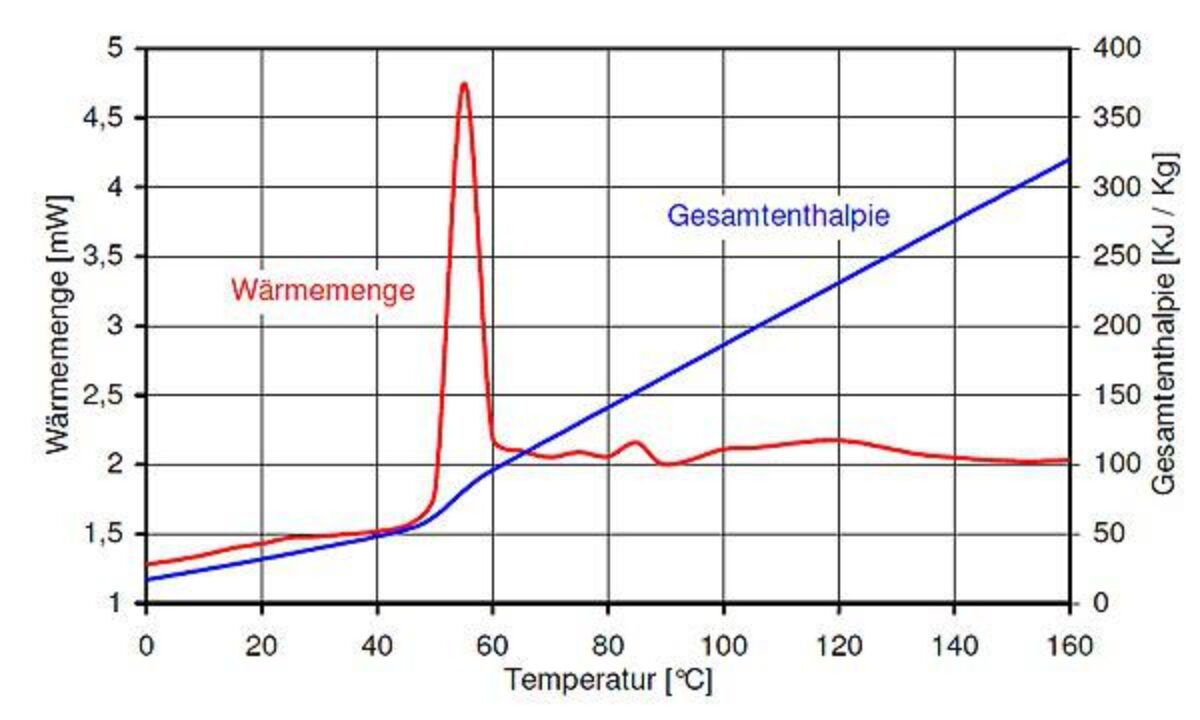
The basic concept of all systems is to melt the adhesives and sealants into a more or less liquid state so that it can be conveyed and later applied. Accordingly, heat is required, which is transferred to the material. This means that a certain amount of heat must be transferred. Either the material to be melted is placed in a heated container or a heated surface is pressed against the material.
Melt quantity = f (adhesive type, surface, temperature, pressure, container and system size)
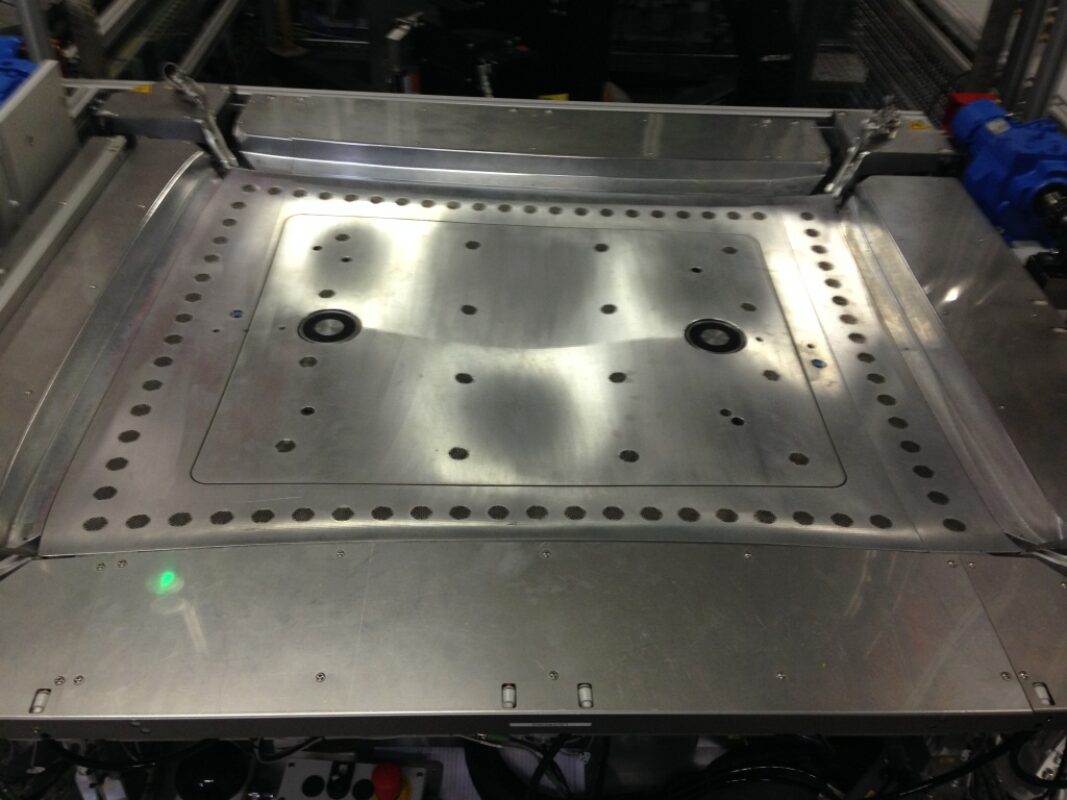
In the case of a pressure vessel (=simplest system), the molten material is conveyed by the prevailing overpressure, generated by air or gas pressure, through an outlet and then usually through a heated hose connected directly to the outlet. However, the material to be melted can also be pressed against a heated surface with force, e.g. by means of pneumatic cylinders. Through corresponding openings in the melting plate the material can flow off again or be conveyed through a connected hose. If no pressure can be generated or if this pressure is not sufficient, a pump is positioned between the two to take over the transport. Mostly piston, gear or worm pumps are used to convey the more or less liquid medium.
Flow rate = f (adhesive type, temperature, pressure, pump type and size, speed, length and inner diameter of the heated hose).

In fully automatic systems and when melting and conveying directly from the container, intermediate storage is used if no interruption is permitted for changing the container. These can be open or semi-open containers, which in the case of reactive materials are covered with dry air or inert gas, but are better hermetically sealed. The latter is a unique speciality of balti.
Double or tandem systems are an alternative, where two melting plants are coupled and complement each other accordingly by detachment.

If continuous conveying is possible and the requirements for application accuracy are not too high, the conveying pressure is sufficient for application. But as soon as a higher application accuracy is required, which should be achieved with consistency over a longer period of time, there is no way around a dosing unit as close as possible to the application head.
Not only do pressure fluctuations occur in a static/dynamic system, adhesives are not perfect fluids (easily compressible, manufacturing tolerances) and heating hoses under pressure, for example, are not perfect pipe systems. In order to compensate for all this, today dosing systems (e.g. gear or piston pumps) are usually used together with process control functions. In the hotmelt sector balti offers countless approaches to solutions here too.
Manually or with an automatic system the adhesive is applied as
- Dot / drop
- Bead
- or flat
For the latter there are various techniques that are used depending on the application:
- Spraying
- Rollers
- Application with slotted nozzle
{kind=link}

Coating is the application of adhesive or sealant to a surface over a large area. Usually a flat, 2-dimensional surface is meant. Coating only includes the actual application of the adhesive. The various methods for applying a flat surface are mentioned under application.

If two components are brought together or glued together, one speaks of joining. In contrast to laminating, this is more of a static process. After the application of an adhesive or after its reactivation (reheating), during the open time of the adhesive (the time in which parts are to be joined) the surfaces belonging together are brought together as precisely as necessary, joined flat, and then pressed against each other for a certain period of time. A joined and pressurized adhesive area should be kept still until the hotmelt has cooled down to the point where the desired strength is reached (= holding time; usually <60s). Depending on the type of adhesive, the final strength is reached when the hotmelt has cooled down completely or only after hours or days (reactive adhesives). This is the big advantage of hotmelt, parts are usually "handy" immediately after the joining process and do not need a special curing process (oven, UV etc).
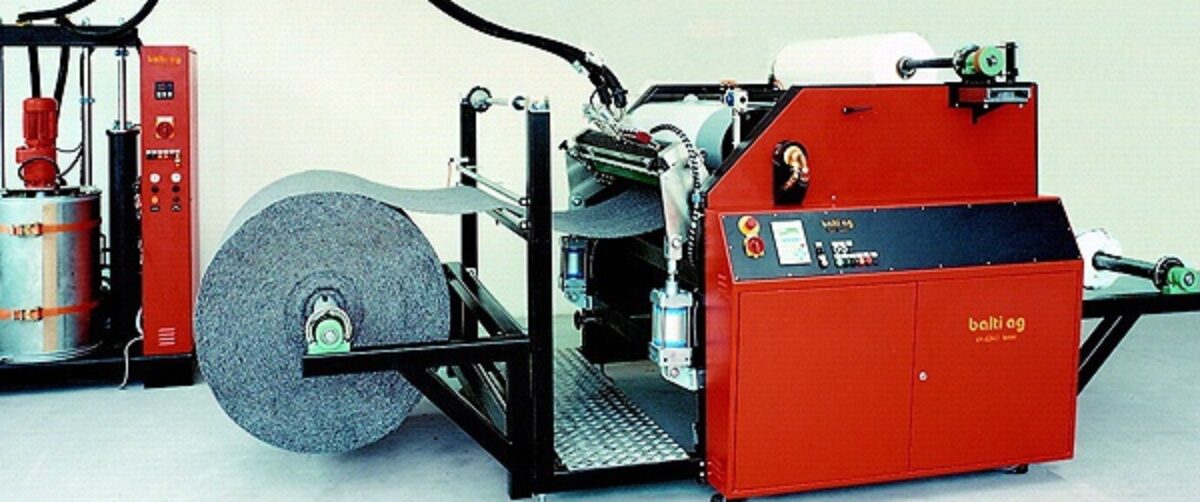
Laminating or conceal is the term used when two flat components are joined together. From a technical point of view, this can also be a temporary cover/protective film which is later removed again before bonding. Usually at least one part is a web-shaped substrate. Laminating can either be applied in-line, immediately after the adhesive application or with reactivation on a separate off-line system.
balti offers laminating processes mostly in-line in complete systems. Press and vacuum laminating lines of e.g. carrier parts with foil, fabric etc. are then often realised by specialised equipment manufacturers with whom balti works closely.
In the case of carrier parts laminated or back-moulded with film, fabric or leather, this should be drawn around the edges of the component and fixed there so that the edges are not visible from the side. This is called "folding over". If adhesive has been used for laminating, this is usually sufficient for folding over. If no adhesive was used, adhesive is applied to the folding point (substrate or carrier) in the form of a bead or over a specific area by spraying. Balti usually supplies specialised plant manufacturers with the appropriate adhesive application equipment.

This special form for hotmelt processing was developed to protect sensitive components against environmental influences. Electrical and electronic parts are overmoulded at low pressure (typically: 2 to 50 bar). The thermoplastic hotmelt is injected into a mould, similar to injection moulding, in which the component has previously been inserted. However, this is done at much lower pressure. It can be cast-on, injected, coated, filled, etc. The user has countless possibilities. Polyamides are usually used in such applications. There are also reactive PA adhesives. But also polyolefins or even polyurethanes are used or even sealants (e.g. butyl) are injected into cavities.


Hotmelt has so far mostly been one-component adhesives. In order to achieve special adhesive properties such as...
- slowed or accelerated setting
- higher stability
- specifically selectable harder or more elastic connection
- Adhesive joint visible and correspondingly same colour as components
- less glue consumption etc.
balti has developed new technologies for mixing, colouring and foaming with a lot of competence and flexibility.
