Hotmelt-Klebstoffe und -Dichtstoffe
Hotmelt-Klebstoffe sind thermoplastische Klebstoffe, die bei Erhitzung zu einem flüssigen Zustand verarbeitet werden und anschliessend abkühlen und fest werden. Sie werden häufig in Verpackungsindustrie, Textil- und Schuhherstellung, Möbelbau und Elektronikmontage eingesetzt. balti hat praktisch für alle Hotmelt-Kleb- und -Dichtstoffe sowie die entsprechenden Anwendungen eine passende Lösung. Eine Übersicht über typische Hotmelt-Typen und -Gebinde sowie verwendete Kenngrössen und Terminologien finden Sie in diesem Abschnitt.
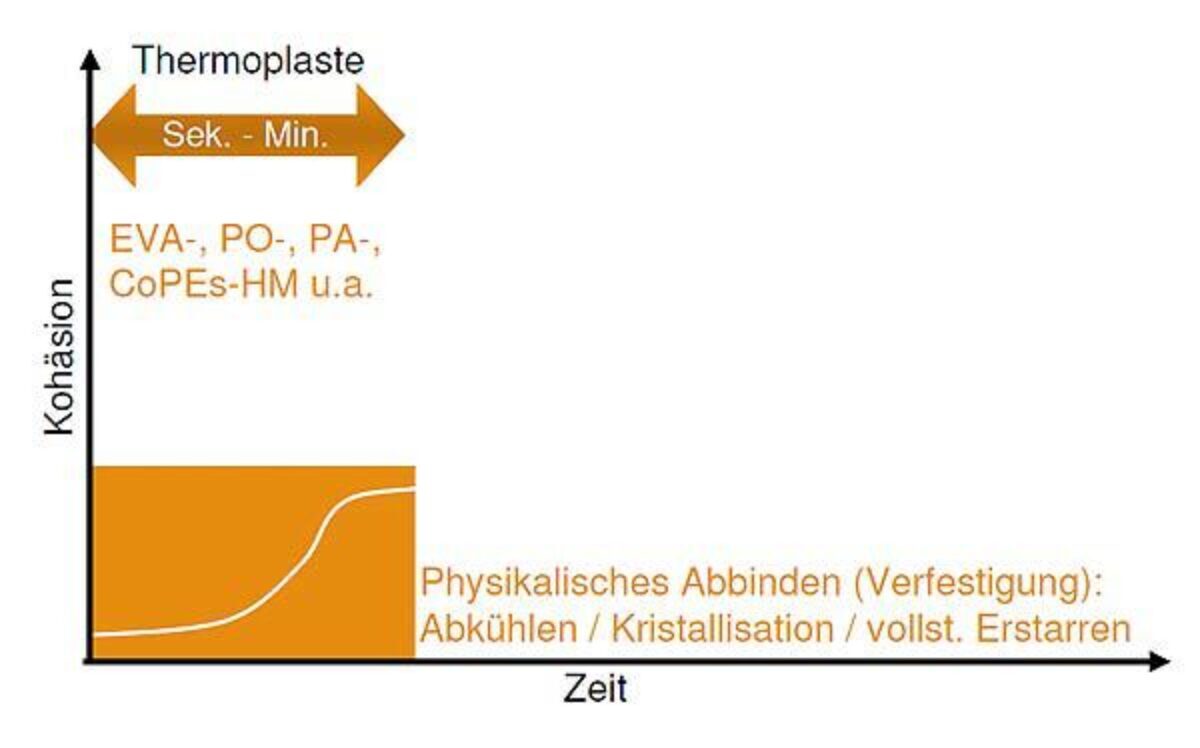
- Hotmelt-Klebstoff nicht reaktiv
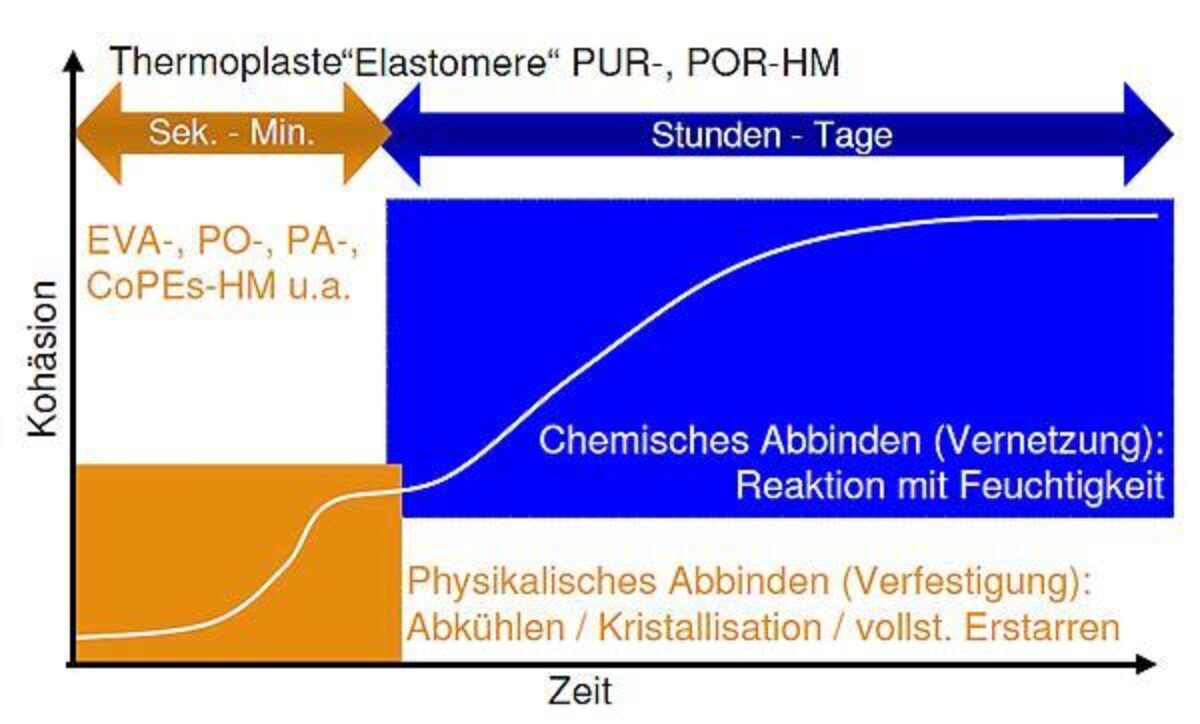
- Hotmelt-Klebstoff reaktiv
- Hotmelt-Dichtstoffe
- Andere Stoffe mit thermoplastischem Verhalten
- Hotmelt gefüllt mit abrasiven Füllstoffen
- 2K-Hotmelt / Färben / Mischen / Schäumen
- Gebinde- / Klebstoff-Form
- Kenngrössen / Terminologie